面向实时物流作业的板坯库管理系统
2024-07-21 02:07:06
供稿:网友
面向实时物流作业的板坯库管理系统
武钢2250mm热轧厂是国家“十五”重点建设工程,总投资40亿元人民币,计划年产350万吨优质钢卷。2250mm热轧厂板坯库是热轧工序与炼钢工序的生产缓冲环节,是武钢重要的生产物流中心,每日的进出库作业量和倒垛作业量高达3万吨。板坯库主要接收武钢第三炼钢厂的连铸板坯,实施板坯入库处理,然后按照轧制计划中的轧制顺序,实施板坯出库处理。板坯品种规格繁多,且板坯与用户定货合同相互对应,因此,必须按单个板坯进行管理,增加了板坯库管理的难度。
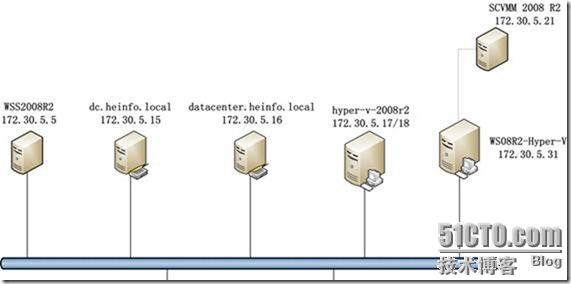
图一是2250mm热轧厂板坯库示意图。
板坯库由四跨组成,每跨配备一台天车,天车与地面运输辊道配合,构成了进出库搬运系统。板坯库设有100多个库位,每个库位最多可堆放12块板坯。为了全面实现板坯库生产物流作业实时管理,保证板坯进出库生产节奏,板坯库配置了先进的小型计算机管理系统,运输辊道由2台plc直接控制,天车操作室配备了作业指令管理的计算机终端。流程参见图2。
系统功能设计
根据板坯库生产工艺流程、平面布局、机械装备和先进管理模式,在借鉴国内外先进管理经验的同时,进行了系统功能设计,主要功能如下:
1、板坯库作业管理
根据入库板坯信息和板坯库实际状况,合理选择板坯堆放库位,指挥与协调板坯入库作业;根据需要倒垛的板坯信息和板坯库实际状况合理选择倒垛板坯存放垛位,指挥与协调板坯倒垛作业;根据轧制计划中的出库板坯信息和板坯存放垛位信息,制定出库作业计划,指挥与协调板坯出库作业。
2、板坯库组织管理
将板坯库的物理库区映射为计算机管理系统中的逻辑库区,实现板坯信息实时跟踪,保证物流与信息流统一,该逻辑库区具有变更、修改和删除功能。
3、板坯库后备信息修正
为防止板坯库中的信息出现错误或差错,系统具有各种信息变更、修改和删除功能,但该功能有一定的权限,防止滥用和误用。在与三炼钢计算机系统通信发生故障时,由人工输入板坯信息,此功能为备用功能。
4、板坯库辊道跟踪与控制
接收辊道plc系统的实时板坯与辊道的位置对应信息,协助板坯库管理人员进行板坯库作业(入库,出库,倒垛)管理。并将信息发送到每台天车的计算机终端上,天车操作人员根据该信息,确定板坯出库作业的时刻,有效防止出库顺序错误。
5、板坯库信息查询
为方便板坯库管理,提供板坯和库位的各种查询功能。
6、板坯库班、日报
为方便板坯库管理,显示和打印板坯库班、日报。
7、板坯库与其他系统的通信管理
提供板坯库管理系统与四级计算机系统(生产管理系统)、轧制线二级计算机系统、板坯库辊道控制系统,天车无线终端系统,等的通信管理。根据不同情况,采用了点到点的tcp/ip电文通信方式、数据库共享方式和odb方式,实现了不同计算机硬件系统间的实时数据通信。
实时物流作业管理
板坯库物流作业主要有:板坯入库、板坯出库和板坯倒垛。其中板坯入库和板坯出库必须具有实时管理功能。
1、板坯入库
在板坯到达接收点(top)时,同时接收从三炼钢计算机系统发送来的板坯信息,板坯库操作人员核对板坯与信息是否一致,计算机将根据板坯信息和板坯库分布情况选择合理堆放库位,并将指令传送给辊道控制计算机和天车操作室计算机。运输辊道根据指令将入库板坯输送到对应的跨,天车根据指令将该入库板坯从运输辊道上吊到选择的库位。根据天车操作人员发送的板坯入库作业完成信息,计算机管理系统自动修改库位信息。板坯入库作业管理处理流程参见图3。
2、板坯出库
接收公司管理计算机系统发送来的轧制计划(出库计划),板坯库操作人员核对板坯与轧制计划信息是否一致,计算机管理系统将根据板坯堆放信息和轧制计划信息,制定出库作业计划,并将指令传送给天车操作室的计算机终端。天车操作人员根据出库作业计划和出库辊道运输信息将板坯吊运到出库辊道上。板坯出库作业完成后,天车操作人员发送板坯出库作业完成信息,计算机管理系统自动修改库位信息。板坯出库作业管理处理流程参见图4。
面向实时物流作业的板坯库管理系统实现了板坯库地面无管理人员,保证了板坯库进出库节奏,仅管理人员就减少了80%,取得了显著的经济效益。同时为企业减少库存、缩短生产周期、提高用户满意率提供了必要技术支持与管理手段。
the end!